Food industry conveyor belts are a crucial component in the food processing and packaging stages within the food industry. They help improve efficiency, safety, and hygiene in many food production phases, such as sorting, packaging, and material handling. The application of food industry conveyor systems not only optimizes transportation processes but also ensures food safety standards, contributing to enhanced product quality and business reputation. Here's how conveyor belts are commonly used in the food industry:

1. Role of Conveyor Belts in Food Processing
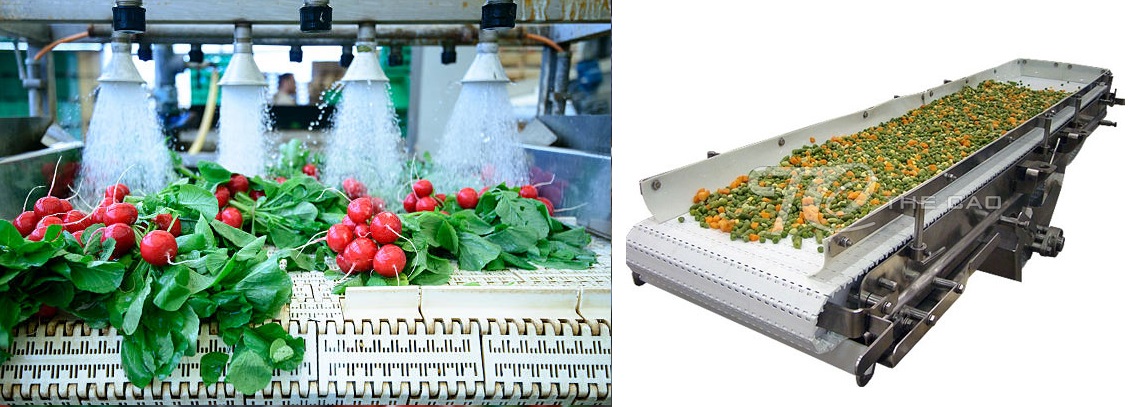
- Material Transport: Conveyor belts move raw materials from one station to another within food processing plants. This can include items like vegetables, meat, or powders that need efficient transfer through various production stages.
- Sorting and Grading: Food industry conveyor systems are used to sort and grade food items like fruits, vegetables, or meats based on size, weight, or quality.
- Packaging Cooked/Processed Food: After cooking, food products are moved for packaging or cooling. Conveyor belts are used to transport food items to packaging stations, where products are packed into boxes, trays, or bags. They ensure a continuous product flow, speeding up the packaging process.
- Inspection Stations: Food industry conveyors are often equipped with cameras or sensors to help identify any defects or contaminants in the food products. Items can be removed from the conveyor at these stations for inspection or further processing. Some conveyor systems are equipped with metal detectors to ensure no metallic contaminants enter the final product.
Thanks to conveyor systems, the production process becomes continuous, minimizing direct human contact with food, thus ensuring hygiene and safety.

2. Benefits of Using Food Industry Conveyor Belts
Investing in conveyor systems offers numerous outstanding benefits:
-
Ensuring Food Safety and Hygiene: Hygiene is paramount in food processing, so many food industry conveyors are designed for easy cleaning. Some are made from materials that resist bacterial growth, while others are designed for frequent washing. Food conveyor belts are constructed from materials like stainless steel or food-grade plastics to meet industry safety standards.
-
Increased Production Output: Continuous operation, reduced waiting times.
-
Reduced Labor Costs: Automating the transportation process.
-
Synchronized Production Line: Efficiently connecting various stages.
-
Improved Product Quality: Reduced damage and contamination.
3. Types of Food Industry Conveyor Belts on the Market
- Modular Belt Conveyors: These are durable and easy to clean, often used for transporting packaged goods or items requiring cooling or freezing. Flexible and easy to assemble/disassemble, suitable for complex production lines.
- PVC Conveyor Belts: These can handle a wide range of products, especially in heavy-duty applications like moving large containers or bulk materials. Suitable for dry food products, cost-effective.
- Wire Mesh Belt Conveyors: Commonly used in cooling or frying applications where heat dissipation is needed.
- PU Conveyor Belts: Most commonly used due to meeting food safety standards, having a smooth surface, and being easy to clean.
- Homogeneous PU Belts: Typically used in conveying and direct food contact applications in humid environments or where strict environmental and food hygiene standards are required.
- Stainless Steel Roller Conveyors: Applied in packaging and transporting goods.
All the above products are available from THE CAO. Conveyors increase productivity by automating tasks that would otherwise be time-consuming or labor-intensive. Their versatility makes them indispensable for many applications in the food industry.
Looking for an optimized conveyor solution for your production plant?
Call now: 0788388588
Email: phongkinhdoanh@thecaobelt.com
Website: thecaobelt.com
The Cao Belt Company – Accelerate Production, Elevate Efficiency!










